

设备管理当中的五项纪律
①实行定人、定级,凭操作证使用设备,遵守操作规程;
②经常保持设备清洁,并按规定加油,保证合理润滑;
③遵守设备交接班制度;
④管理好工具、附件;
⑤发现异常立即停机,自己不能处理的问题应及时通知有关人员检查处理。
现场流线化设备设计与改善
一笔画的工厂布置
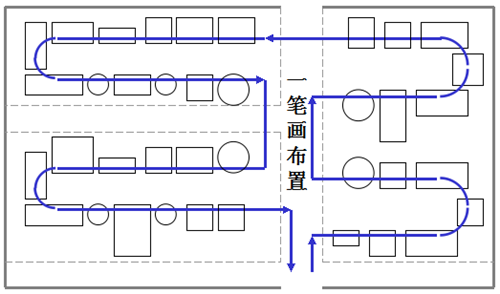
从提高整体效率的目的出发,将前后关联的生产线集中布置。
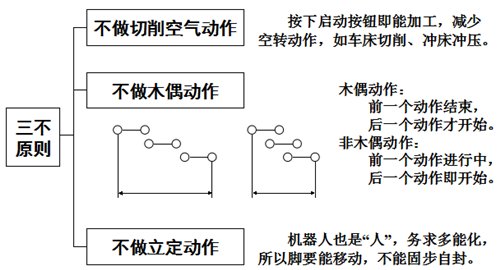
TPM设备布置的三不政策
不落地生根
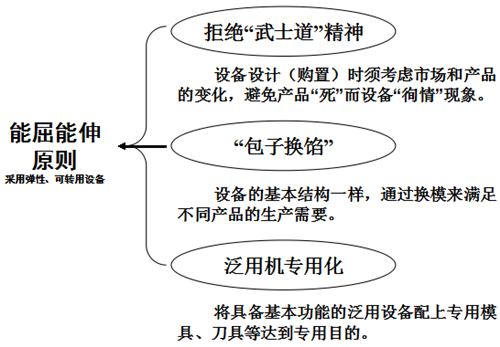
传统观点认为设备越大效率越高,通常将设备固定在地面而无法移动。设备不能移动,自然缺乏弹性,也就失去了改进布置、应对市场变化的能力。
设备小型化设备可动化
带轮设备机动性高,可将大设备单元化,便于拆装和移动。
不寄人篱下
设备“寄居”在固定的管、线及中央式装置之下而无法移动。
放弃中央式设施,采用分离式设备。如:快速接头、弹性接口
管路线路既要避免硬得无弹性,也需要整理免得象长青藤。
不离群索居
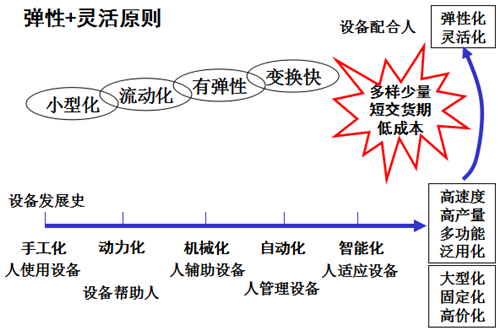
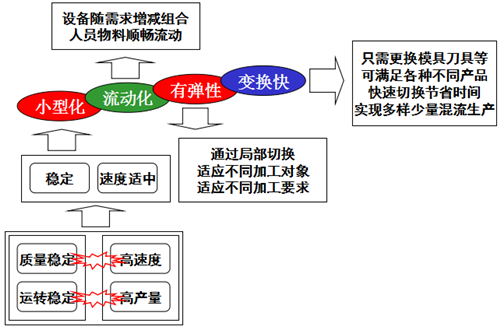
设备小型化
单件流动方式
对于涂装、电镀等大型加工设备,由于生产环境的关系,通常安装在另外一个隔离的地点,从而影响生产的流畅性。
大型设备适合处理大量工作,但容易积压在制品,使生产流动不畅。
多品种小批量的市场需求要求生产细流快速,以提高弹性应对变化。所以,设备小型化是必然趋势,只要质量稳定、故障率低易维护,不必单纯追求高速度。
三不原则
成长带原则
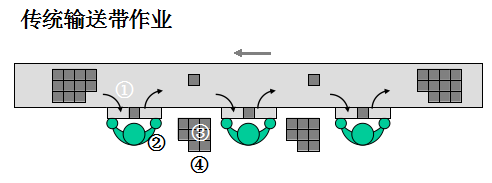
传统输送带的4种浪费:
①取放动作浪费在制品取放至少浪费2~5秒时间。
②等待浪费前后工序作业节奏不同造成作业等待。
③在制品过多浪费工序间缓冲库存隐藏了等待问题。
④ 空间浪费缓冲库存的存放设施、存放空间浪费。
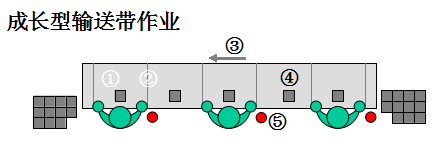
①边送边做
在输送带上完成装配工作,消除搬运浪费。
②划分节距线一般为80~90cm,用来确认进度。
③依产距时间设定速度
产距时间缩短时,增加工作站、工作人员和提高输送带速度。
④设立“接棒区”
流入“接棒区”的制品由下工序协助完成。
⑤设立停线按钮
事故发生时停线,以相互协作、排除异常。
工作场所6原则
·工具物料应放置在固定场所
·工具物料装置应依工作顺序就近排列
·利用重力“喂”料,越近越好
·利用重力坠送
·适当的照明
·工作台椅高度要舒适适当
工具设备6原则
·尽量以足踏、夹具代替手的工作
·工具尽可能合并使用
·工具、物料、预放在工作位置
·按手指负荷能力分配工作
·手柄接触面积尽量大
·操作杆设计尽可能减少身体姿势变更



