自1924年统计学被萧华特(Walter A. Shewhart)博士应用在製程品质管制上后,从此品质管理即转变成一种可以用数据以及预测模型表示的科学,此方法适用于各行各业,而且历久弥新,一直被沿用至今日的大数据时代SPC(统计製程管制)显得更加的重要与关键。既然SPC是统计製程管制,故在学习SPC之前,我们首先要了解统计学的原理。
一、何谓统计?
统计就是用数据进行对母体描述的一个过程,其中包含了叙述统计与推论统计两种。
1.叙述统计:对母体的数据特性进行描述,如资料的集中与分散趋势、偏态与峰态的数值、资料分布呈现的图形…等等。
2.推论统计:对母体的分布进行推论,如数值的机率分布、数值的趋势分析、过程的因果关係…等等。
故统计学即是数据经过计算之后转换成对我们有意义的一个过程。
二、统计製程管制中最重要的分配—常态分配(高斯分配)
说到统计製程管制(SPC)的理论基础,皆来自于一个非常重要的分配,叫做常态分配,我们又称高斯分配,这个理论重要的原因是因为它将标準化后的平均数的机率计算出来如下图(图一)所示:
.jpg)
图一、常态分配机率分配图
三、SPC规则订定
所以藉由此常态分配机率分布图,我们可以算出每一个点出现在每个标準差区域间的机率,再藉由各点出现机率的次数,算出各种状况的可能性,将管制图上数据跳动的原因分为可归属原因与一般原因,进而订定出SPC八大管理规则。
- 一般原因(common causes)又称为机遇原因 (random causes)
机遇原因是一个製程固有之变异,它们随时都存在且无法经济性地控制,对製程之影响性小。我们称这些机遇原因为一个製程之自然变异。
- 可归属原因(assignable causes)又称为特殊原因(special causes)
可归属原因与机遇原因不同,乃製造材料产生差异或製造过程的人为操作错误,使产品品质发生重大变异,这类因素对製程影响性相当大但可以加以避免,我们称之为可归属原因。
- SPC判定可归属原因的八法则
準则1 有任何点超出3倍标準差管制界限之外者。
準则2 连续7点以上,出现在中心线之同一侧。
準则3 连续6点呈现上升或下降之趋势。
準则4 连续14点呈上下交互跳动。
準则5 连续3点中有2点出现在2倍标準差之外者。
準则6 连续5点中有4点出现在1倍标準差之外者。
準则7 连续15点集中在1倍标準差之内者。
準则8 连续8点在中心线两侧,但无任何点落在1倍标準差之内者。
.png)
图二、SPC判定异常的八法则
四、SPC三倍标準差的由来
在上述的规则中,我们已经知道各项异常的判定规则,以及规则的由来,也知道SPC是用3倍标準差来做管制界线,在此或许有人还是会有疑问说为什幺一定要用3倍标準差,难道用2倍标準差资料涵盖率95.44%不够吗?或者用4倍标準差资料涵盖率99.99%不是更好吗?
由于管制图是通过抽验来监控産品品质,故两类错误是不可避免的。在管制图上,中心线一般是对称轴,所能变动的只是上下管制界限的间距。若将间距增大,则α减小而β增大,反之,则α增大而β减小。因此, 只能根据这两类错误造成的总损失最小来确定上下控制界限。在此原则下α与β总和的最低点恰落于±3σ处,故以平均值加减三倍标準差为管制界限。
.png)
图三、型一与型二误差图
五、SPC製程能力指标
SPC除了趋势图判定之外,还有相关的指标可以统计整体的製程能力状况,对製程能力进行整体数据性的评比,分别为Ca、Cp以及Cpk。
- Ca(Capability of Accuracy製程準确度):表示製程特性中心位置偏离规格中心或是目标值的程度。此值若等于零,即表示製程特性中心值未偏移规格中心或是目标值,也就是说製程的平均数即刚好等于规格中心值或是目标值。绝对值越大偏移量越大,越小偏移量越小。
.jpg)
- Cp(Capability of Precision製程精密度):表示製程特性的一致性程度。此值越大表示製程中所产生的变异数或是标準差越小,在此时特性值越集中,越小则表示製程的变异数或是标準差越大,製程特性也就越分散。
.jpg)
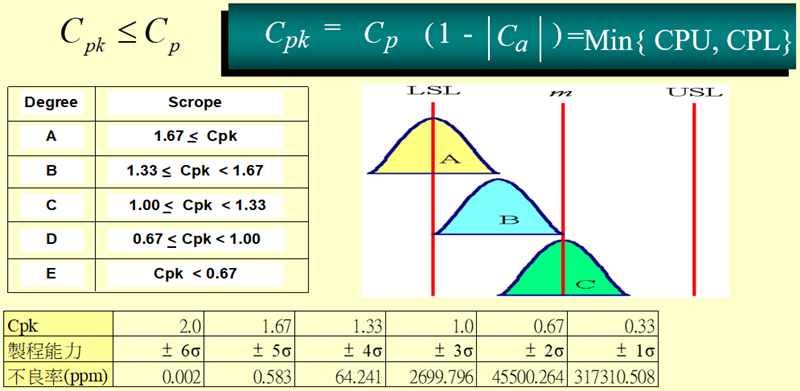
- Cpk(Capability of Process Index製程综合能力指标):此一指标同时考虑到製程偏移与变异性。
六、SPC资料被判定异常所代表的意义
那若有资料被判定为异常,它所代表的意义为何?一定是不好吗?这个答案恐怕是不一定的,我们只能说我们发现有另一种常态分配正在形成中,而其平均数或是标準差与先前设定的常态分配不同,有可能朝发散的方向发展也有可能朝向更好更集中的方向发展,如果趋势变差我们是需要探究变差的原因,但是如果趋势变好,我们更要有研究的精神,去找出趋势变好的原因,将这些失败与成功的经验蒐集起来作为企业往后生产改善的知识库。
七、SPC后续发展趋势
由于近期智慧化生产崛起,对于资料挖矿与大数据分析的需求日益增加,企业必须进行即时化的资讯串联与分析决策,利用SPC更可利用开发线上系统及联网等应用,让生产产品更可以获得品质关控与良率改善与提升。