

一、 量测系统变异类型
如【表一】说明
.jpg)
使用于製程之量测系统,于控制计画中所使用量具之Each Type ,作一全盘考量,製造出顾客可以接受,且可以正确量测出数据,超越顾客期望的产品或服务。量测仪器、量具之Each Type 是指 厂牌、型式、长度、精度、显示方式(如机械式或数位式)….等。
.jpg)
二、 MSA对外包商管理也很重要
我们都知道,管理外包商很难,而且中小企业想要找到门当户对的外包商,有时是没办法尽如人愿,对于外包商的品质、成本、交期、服务等的关键指标,尤其是品质的要求,实施全检不可行,「管制批量的合格率」才是重点,外包商之量测设备(器具) 、标準、操作、方法、夹具、统计软体工具、人员、作业环境等因素的集合,需要对其作一量测系统分析,供应商对于所有新的及修改过的量具、量测及测试装备必须有适当的量测系统分析研究,例如量具: (1) 重複性(2)再现性(3)偏倚(4)线性(5)稳定性等研究。
这样的量测系统要求OK吗?
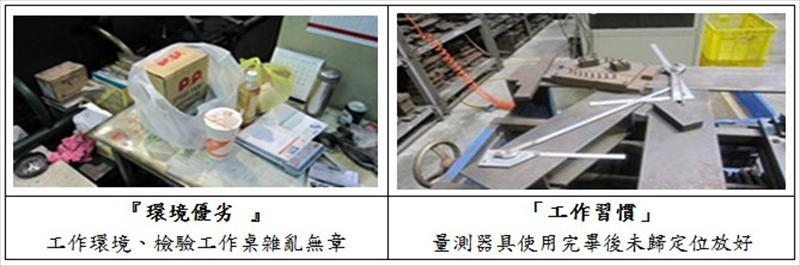
●『环境优劣 』与「工作习惯」对 MSA 的影响甚鉅!
●重要思考: 对于产品及过程的决策和分析应该是基于量测活动而得到的数据,「量测数据的质量,直接影响了决策和分析的正确性!」。
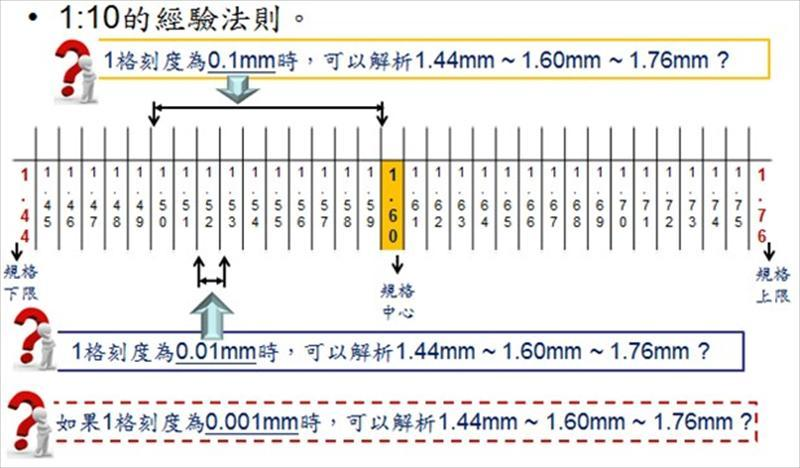
三、分辨力
是最小读数的单位、测量分辨率,刻度限度或探测度由设计决定的固有特性,测量或仪器输出的最小刻度报告以测量单位报告,一般採用 1:10的经验法则,举例热轧钢板厚度 1.6 ± 0.16mm ,那幺我们需要选择哪一种最小精度的检验仪器?
<说明>
●1.6 ± 0.16mm
●T(U-L):规格上限 1.76 、中心值1.60 、规格下限1.44
●将0.16mm ÷ (1/10) = 0.016mm ;最小刻度需选择0.01mm ? 还是 0.001mm?
选择最小精度(刻度)的量测器具:
●游标卡尺 0.01mm精度
●测微器 (分釐卡) 0.01mm精度
●钢尺 (刻度尺) 0.01mm精度
●捲尺 0.01mm精度
●皮尺 0.01mm精度
●游标卡尺 0.001mm精度
●测微器 (分釐卡) 0.001mm精度
●钢尺 (刻度尺) 0.001mm精度
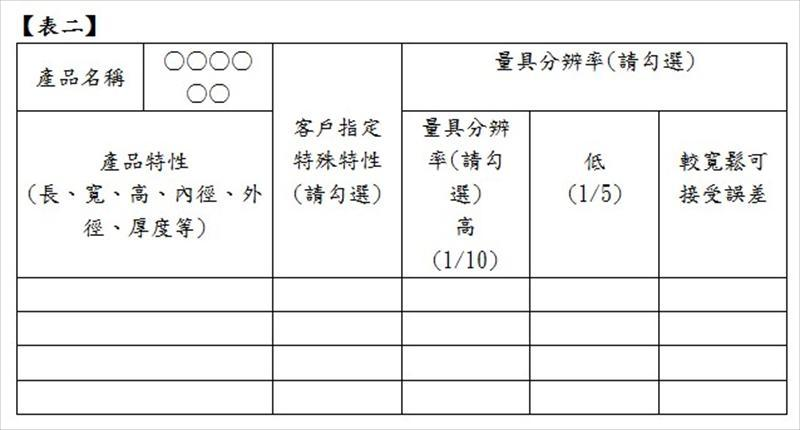
(一)分辨力实务作法展开:
量规仪器上的最小刻度值,也称为解析度(Resolution),通用的比例规则:1/10比例法则,十分制是一个典型使用规则,它规定了仪器的分辨力应能将公差分成十分或更多,所有的量测过程,皆需要採1/10制吗? 量具之分辨率需要採1/10 制 或 1/5制 或较宽鬆可接受的误差程度。(注:1/10= 0.01mm;1/5= 0.02mm),建议可以专注于顾客特性要求,展开至关键过程的量测器具分辨力选择,如顾客在意的品质特性,代表了特殊特性,也代表了这是关键过程,此时可以取较严谨的1/10制,或是更严格的方式。相反地;如果是较宽鬆,非关键过程的品质特性,但也要有量测监督管制,建议可以取较宽鬆分辨力如1/4 制 或 1/5制,或较宽鬆可接受的误差程度,如下【表二】说明。
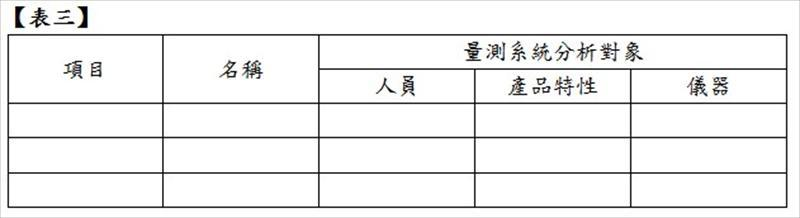
(二)量测系统分析对象
我们公司量测系统分析之对象 (指人员、物料、仪器),如下【表三】展开说明:
(三)MSA量测分析结果
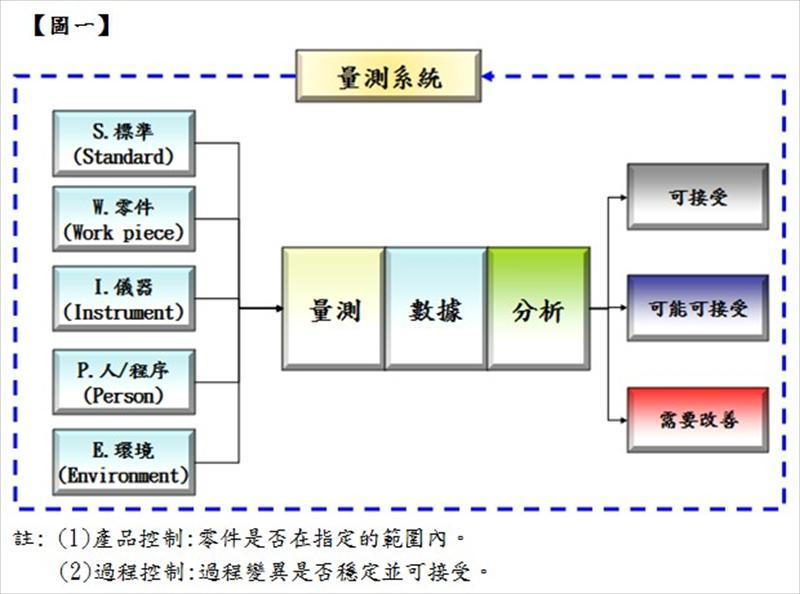
进行MSA分析,量测过程中需注意是否有完善一些措施,如标準、程序、经过校準且有效的量测器具、生产性零件、检验员训练,环境优化等,经过可受控的量测过程,量测数据分析将会是可接受,有参考价值的。相反地;量测过程是不可控制,此时的数据分析结果,将会是不可接受,需要改善。如【图一】量测系统说明:
(四)量测系统对产品决策影响
从产品规格上/下界限考虑,当量测系统误差与规格上/下界限相交时, 就可能发生对产品做出错误决定,如下【图二】说明:
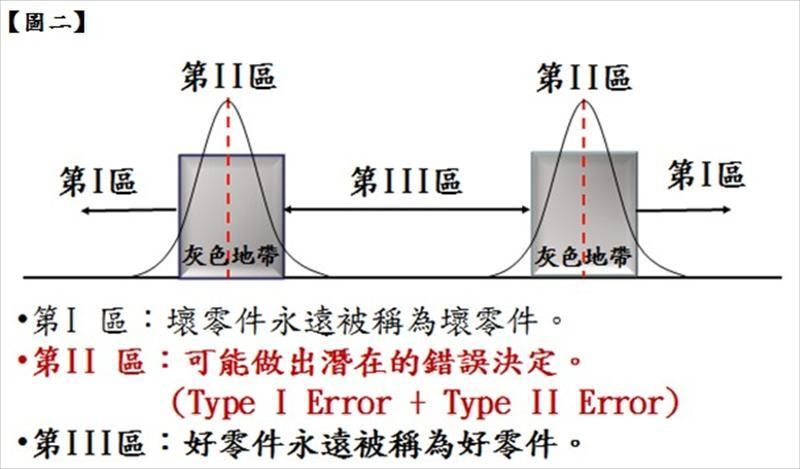
我们的目标是儘可能地对产品狀态做出正确的决定,改进生产过程,减少过程变異, 不会生产出落在第II 区的产品。改进量测系统,减少量测系统误差, 以减低第II 区的大小。
四、量测分析类型
(一) 盲目测试
意思为当作业者在执行量测时,事先没有被告知与事先不知道被测物是否有任何的不同,由测试者主导被测者于实际量测环境下执行。 简易盲目测试,实施步骤如下说明:
1. 主导者先行準备生产过程收集到的零件样本,并且先行检验,量测完毕指定的品质特性,如长度、宽度、厚度尺寸等。
2. 在灯光充足且环境可控制的情况之下,如品管室有装置冷气设备,且侷限封闭的空间之下,温度、湿度、微小落尘、震动等因素,比较生产现场是一个比较优的测试环境。
3. 邀请3位预测试的指定人员,使用同一量测器具,同一零件,同一环境位置,进行简易且有效的盲目测试。
4. 此时可以测试出,受测试者是否有预期的心理作用,因害怕测试的结果,不符合主导者的期待,故意将错的零件,谎称是好的零件;又或者可以测试出原本是好的零件,哪一位受测者量测的方法、技巧与正确性,是需要再教育加强。
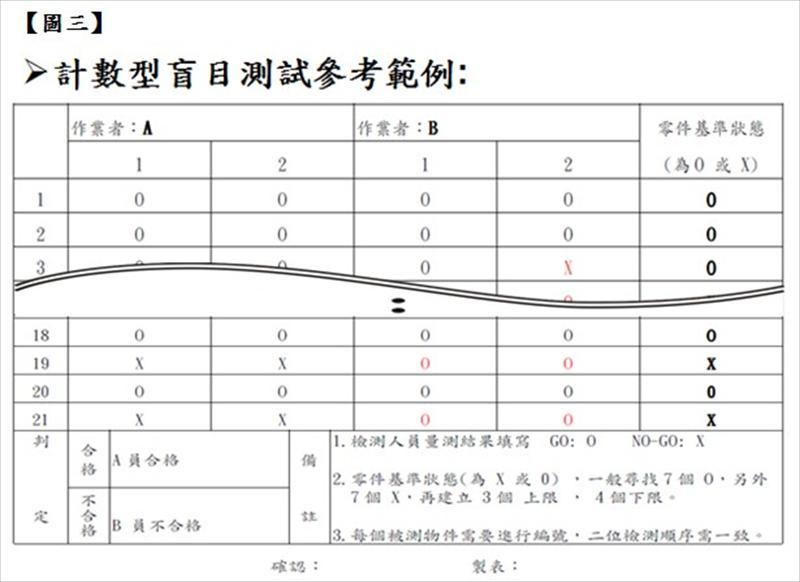
5. 测试的生产性零件,採取选择7个OK、7个NG、3个在上限附近、4个在下限附近,总计21个,当然也可以视情况多準备测试样本,作法如前所述,参考範例如下【图三】说明:
曾经有一家电子科技公司老总,将盲目测试这一个手段,发挥的淋漓尽致,在08年金融海啸期间,电子科技业首当其冲,叫苦连天,除了集中生产、放无薪假之外,最后一个手段就是裁员,但不能说裁就裁,要有充分理由及证据才可,这家科技公司老总,听了盲目测试的原理后,灵机一动说了员工在公司一定要对产品及流程认识,实施盲目测试的目的,是对员工的测试与再教育,希望员工能对公司产品更认识、更有判定力,允许一次不通过,可以补考;如补考不过,再进行最后一次盲目测验,如果再不通过,表示这位员工不适任这份工作,公司可以调职或优退资遣的方式,请他们离开,这就是绩效最差的10%,以此方式,真得让150名员工由这盲目测试方式,评鉴后选择离开,将盲目测试变成了一个裁员的手段工具,这也是始料未及的事。
(二) 计量型平均值与全距分析
将量测系统分解成两个部分-重覆性与再现性;但不含其交互作用,因计算较不複杂,工厂实施MSA大多採用此方式进行检具重覆性及再现性GR&R(Gauge Repeatability and Reproducibility,GR&R)。
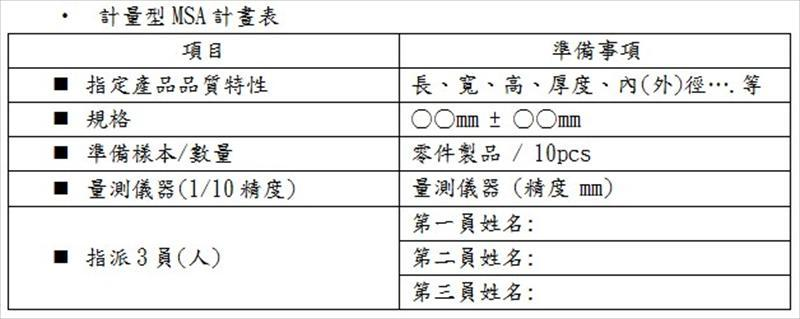
计量值 MSA 实作技巧步骤说明:
1. 準备10pcs 样本
注:(1)样本是选自于生产过程并且代表整个生产範围。
(2)样本可以每一天取一个样本,持续若干天方式进行选取(合格品) 。
2. 指定产品品质特性
注:大的零件或重的产品(零件)可以规定较少的样本数或实施较多产品品质特性的试验。
3. 準备量测仪器
4. 主导者先行量测完毕样本
注: (1)需注意收集到的样本量测结果是OK (指合格品)
(2)画记(圈选)量测位置, 此时需注意不可画记过大的圈圈範围。
(3)需特别注意样本之间变异不可过大。
5. 评价人- 3员
注:(1)评价人的选择由日常量测该品质特性与操作该量测仪器的人当中挑选。
(2)可选择製造单位-主要及代理人、品管人员等。
6. 指定量测者顺序
7. 确实遵守量测系统分析作业方法,不可逾越规则。
8. 量测系统的指标总结
注: (1) 当没有电脑软体可用时,建议使用「平均值全距法」。
(2) 有电脑软体可用时 (例如Minitab),建议使用「变异数分析法」(ANOVA) 。
9. 判定
注: (1) GR&R量具重覆性与再现性的判定(宽度误差判定準则) 。
(2) 最终分析结果依据「量测系统环境」和「目的」判定,与取得客户同意。
(3)量测系统从製程资料中可辨认的不同读数的数目,分辨指数 ndc需≧5 (注释1)。
(三) 实施表单
(四) 纪录表方式
同一个样本、 同一个人、 使用同一把量测仪器重複量测3次(此为量具重複性和再现性数据收集),依此类推,到完成10个样本结束。
(五) 实务补充说明
实际操作中才会发现到的问题点,MSA工具书中没有提到的,参考说明如下:
1. 先由零件(样本)选择开始,但须注意零件的变异性(如需要选择在SU、SL、CL及灰色地带等附近的合格零件)。
2. 必须是现在製程生产的零件。
3. 如製造尺寸均一性很高,很难在特定的时期收集到不同区间尺度的样本,此时可商请製造单位协助特别製作,或尽量收集至少5个不同区间尺度代表性样本。
4. 在品管室进行MSA,可降低量测不确定度。
5. 但理论与实务做法有时会产生矛盾可议之处,在品管室虽然可以掌握量测变异且尽量降低;但实际生产现场的变异,才是我们欲研析MSA目的,建议可以两者皆做:(1)在品管室研析MSA (2)在现场研析MSA,将两者作一差异分析,从中找出5M+1E变异点,启动MSA第二阶段改善。注: 5M(表示:人、机、料、法、量测);E(表示:环境)
6. 其他应注意事项:
(1) 人员生理因素(如疲劳、站立等)。
(2) 人员情绪反应(如表情出现不耐,暴躁、不悦等)。
(3) 必须在检验桌上面量测 (如花岗岩检验平台、铸铁平台等)。
(4) 检验台高度、挟持辅助器具。
(5) 如坐下检验时,须注意座椅与检验桌的高度。
(6) 大型样本,考虑重量与形状,可以减少样本数,取代表性样本,但须与客户或SQA事先协调讨论清楚。
(7) 避免在公司赶货时期,仪器校正时期进行MSA。
五、结论
MSA计画是公司内部品质检验管制中最重要的一件事情,关键过程、零件、检验人员训练与实践,配合仪器校正后3~6个月内有效地实施,盘点内部与外部过程所有量测器具、检具,符合顾客的期待要求,但也不要太矫枉过正,所有量测器具、过程、人员皆要实施MSA,如此只是浪费资源,扰民又伤财,反而得到反效果,不可不慎。
注释:
1. 量测系统的指标-分辨指数NDC (Number of Distinct Catategories,NDC),NDC=高斯函数Round:√2× (σpart / σMS),量测系统从製程资料中可辨认的不同读数的数目,是一个解析度指标;也是重複性和再现性的函数,NDC 最好的情形 ≧ 5;NDC 尚可接受的情形 =4;NDC 不可接受的情形 ≦ 3。
参考书籍:
1. AIAG,2010,MSA量测系统分析(第四版),品士机构代理发行,台北。



