设备的快速换产
缩短换产时间
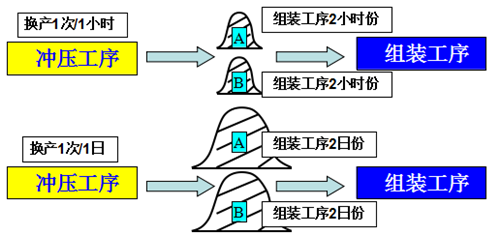
均衡生产要求生产线频繁换型,以对应小批量多品种的生产。
丰田公司的冲压换型时间在50年代为3小时,在60年代为15分钟,到了70年代以后缩短为3分钟。
TPM改善原则
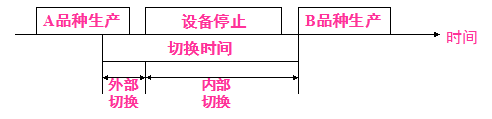
·内部切换和外部切换分开
·内部切换转为外部切换,并将外部工作标准化
·内部切换时间缩短,减少调试时间
·消除浪费,减少无效作业
快速换产的7个步骤
·并行工具的开发
·换产训练的实施
·开发专用的换产工具
·不要使用螺栓
·不要移动调整标准
·换产时的手动脚不动
·换产前的充分准备
设备布局和标准作业
采用“一个流”的生产方式,把不同种类的产品一个一个地、或以一箱为单位传送下去
好处:
·推行各工序的同期化生产
·消灭了中间在制品的停滞
·缩短了制造周期
标准作业的定义
是指以人的动作为中心,按照没有浪费的程序,有效地进行生产的作业方法,是人、机、物的最佳配合方式的描述。
前提条件:
1.生产以人的动作为中心
2.生产作业应是反复作业
标准作业的三要素
1.标准作业节拍
2.标准作业顺序
3.标准手持
作业顺序:
指作业者能够效率最好地生产合格品的生产操作顺序。好的作业顺序是作业者没有返回步行且空步行最短的循环作业。
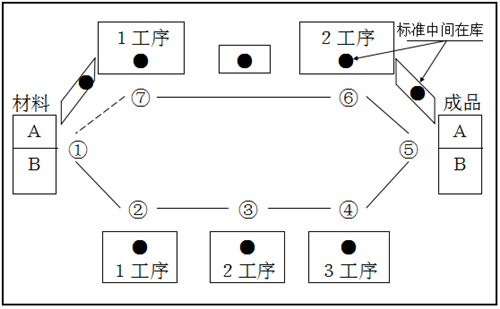
标准中间在库---标准手持
定义:
指按照作业顺序进行操作时,为了能够反复以相同的顺序操作生产而在工序内持有的最少限度的待加工品。
标准中间在库的基本原则