|
准时制生产JIT
JIT是精益制造的核心
拉式为主导
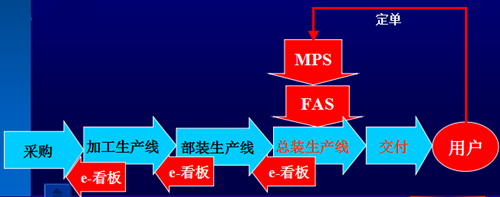
销售部门将客户定单传给企业集中的计划部门
使用主生产计划MPS给各个对应的事业部下达最终装配计划FAS,确定交付日期和数量
总装生产线用e-看板通知上游工序应供应的项目
上游工序的计划是e-看板,依次向前拉动生产和采购
看板是精益生产JIT躯动生产的指令

“看板”系统根据简单地补充原理工作:
用户给企业的定单或FAX就是“看板”,由企业的计划部门处理后传达到最终装配部门。用户看板的内容包括:项目规格、起始需求时间、需求速率。
最终装配的消耗通过看板要求上游工序补充,补充数量刚刚能弥补消耗数量,补充速率与消耗速率同步。
供应部门向供应商发出看板或FAX、EMAIL,要求做原材料和成件的补充。
看板将从用户到供应商的全部内、外的运作紧密而与用户需求的节拍同步的联系起来。
“看板”系统是JIT生产有力的计划管理制度。看板是生产开动的工作指令。
JIT中的缓冲库存
精益制造以库存为浪费,以“0”库存著称。但实际上,JIT是有库存的,只不过不放在库房里,而是在生产现场,数量也是受控的:
传统JIT的工件储备在转移工件的容器中或放在“超市货架”上的“缓冲库存”一旦需要就被取走。
缓冲库存保证了系统的快速响应。没有缓冲库存生产系统最会变得非常脆弱,或者形不成连续流。
问题是如何设置缓冲库存?多数是采用经验设定并逐步减少

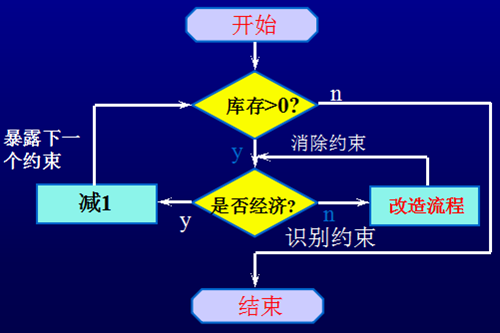
减少缓冲库存
通过每次减少1个逐步将缓冲库存降到最低
拉动生产Pull
拉式生产是与推式生产相对立的。拉式生产意味着生产只有在当客户需求或“拉动”它的时候才能进行,客户没有需求时,不开工。
必须避免生产不需要的产品。
生产达到预定的生产节拍、单件流和设备可靠以后,企业才能按照拉式生产环境运作,才能实现按用户的需求时间提供产品。
理解推式系统和拉式系统
推式系统:物料被推到下游工作单元,而不管是否需要它。推式系统转移物料的驱动是上游单元的完工。
拉式系统:物料正好在下游工作单元需要的时候,被拉到下游工作单元的。拉式系统转移物料的驱动是下游单元的需求。
推式和拉式与“顺排进度”或“倒排进度”无关。
(责任编辑:admin) |
精益管理与TPM咨询专家
咨询热线:0755-2293 2566
深圳华昊联合企业管理顾问有限公司
深圳华昊联合企业管理顾问有限公司
